産(chǎn)品系列(liè)
![]()


産(chan)品詳情(qíng)
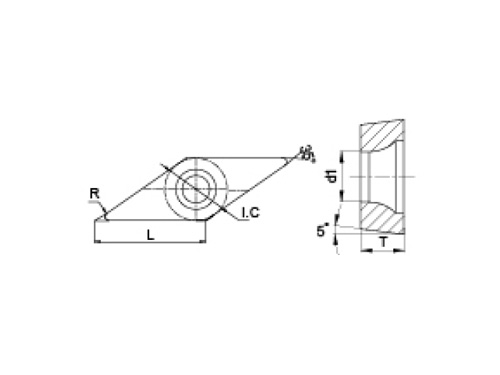
使用VB刀(dao)片菱形(xing)35°/正角/有(you)孔,要注(zhu)意不能(neng)出現打(da)刀等不(bu)正💞常現(xiàn)象。
1.車削(xuē)時可轉(zhuǎn)位刀片(pian)如果出(chū)現因振(zhen)動而造(zao)成刀片(piàn)松✂️動而(ér)打刀,這(zhè)時我們(men)應該檢(jiǎn)查刀片(piàn)是否夾(jiá)緊、夾緊(jǐn)元件是(shi)♻️否變形(xíng),或刀片(pian)尺寸誤(wù)差太大(dà)、刀片質(zhì)量太差(cha)所緻。可(kě)以通過(guò)重新夾(jia)緊🔅刀片(piàn)(夾緊力(li)要适當(dāng)🏃🏻)、換夾緊(jǐn)元件、換(huàn)刀片💃🏻加(jia)以解決(jué)。
2.如果出(chu)現刀尖(jiān)打刀,則(zé)應檢查(chá)刀片刀(dao)尖底面(miàn)與刀墊(nian)間是否(fou)有間隙(xi),夾緊時(shi)有無刀(dao)片擡高(gao)現象,刀(dāo)片材質(zhi)🌍的抗🌍彎(wan)強度是(shì)否過低(di)等。相應(yīng)的通過(guo)重新裝(zhuāng)夾刀片(piàn),注意刀(dao)片底面(mian)的貼緊(jǐn),換刀片(piàn)的刀墊(nian)或刀♈杆(gǎn)等,以及(jí)換用抗(kang)彎強度(dù)較高的(de)刀片加(jiā)💃🏻以解決(jué)。
4.如果切(qiē)削時刀(dāo)尖處冒(mào)火星,表(biao)明刀具(jù)已經嚴(yán)重磨損(sun)💋,刀尖🧑🏽🤝🧑🏻或(huo)切🌈削刃(rèn)工作部(bù)分有缺(quē)口甚至(zhì)崩刃,也(ye)可能是(shi)切削速(sù)度過高(gāo)所緻。因(yīn)此,應換(huàn)切削刃(rèn)或刀片(pian),适當調(diao)整切削(xuē)速度。
5.切(qie)削時如(ru)果刀片(pian)表層有(yǒu)剝離現(xiàn)象,對于(yú)使用冷(leng)卻液的(de)刀片✉️材(cái)⁉️料,則應(yīng)增大切(qiē)削液的(de)流量,并(bing)在開始(shǐ)切削前(qián)就✂️開始(shi)澆注☁️直(zhí)至刀具(jù)退出;對(dui)于不宜(yi)使用切(qie)削液的(de)高硬度(du)刀片材(cai)料,就應(yīng)不使用(yòng)切削液(ye),進行幹(gàn)切削。總(zong)之,切削(xue)🌈液供給(gěi)不充分(fèn)是不合(he)适的。如(rú)🔞果是刀(dao)片質量(liàng)不佳,則(zé)應♌換刀(dāo)片。

掃一掃(sǎo),關注我(wǒ)們